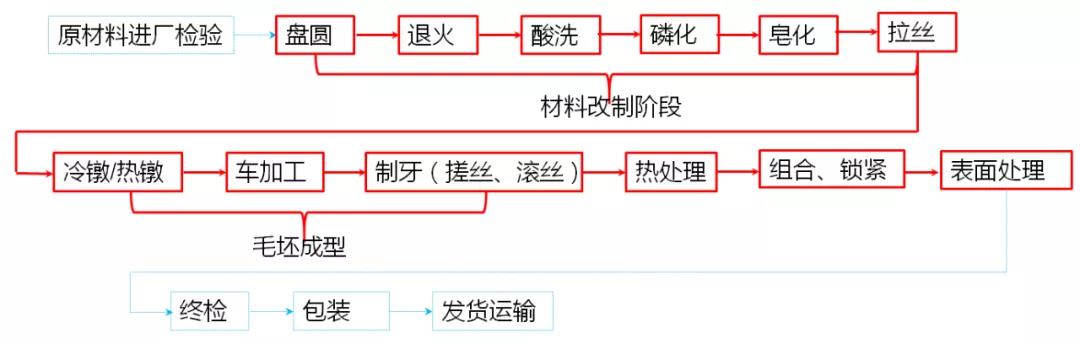
緊固件生產(chǎn)工藝,主要由原材料改制、毛坯成形、熱處理、組合鎖緊、表面處理以及包裝挑選6個(gè)大步驟組成。緊固件生產(chǎn)工藝流程如下圖:
原材料改制,包括材料(盤圓)驗(yàn)收、退火、酸洗、磷化、皂化、拉絲6個(gè)分步驟完成,對于線徑變化大的材料拉絲又分粗拉絲和精拉絲兩種,同時(shí)伴隨2次到3次的皂化工藝。今天,主要介紹緊固件生產(chǎn)中的原材料改制的每個(gè)工序的概念和定義,以及各個(gè)工序中會(huì)發(fā)生的問題和關(guān)鍵控制項(xiàng)目。
一、原材料(盤圓)驗(yàn)收
盤圓又稱線材或盤料,是鋼坯加熱軋延制而成。熱軋盤條由于其尺寸和表面質(zhì)量狀況而不能用于緊固件的生產(chǎn),必須經(jīng)過再加工。
通常習(xí)慣:
Ф25以下的直圓,稱小盤圓;
Ф25以上的直圓,稱棒材;
Ф16以下的盤圓,稱線材;
Ф16以上的盤圓,稱盤條。
依照碳含量不同,區(qū)分高、中、低碳盤圓,其中:
含碳量在0.45%以上者為高碳盤圓;
含碳量在0.22%~0.45%區(qū)間者為中碳盤圓;
含碳量在0.22%以下者為低碳盤圓。
原材料進(jìn)廠檢驗(yàn),即生產(chǎn)廠家在購入鋼材后,為確定是否滿足需求而采取一系列檢測。其驗(yàn)收項(xiàng),一般有以下幾點(diǎn):
1、尺寸規(guī)格的驗(yàn)收,按照GB/T 14981《熱軋盤條直徑和尺寸公差》;
2、化學(xué)成分的驗(yàn)收,(光譜分析、比色法等);
3、表面有無明顯的軋制缺陷,(折疊、裂紋等);
4、材料內(nèi)部組織是否有成分偏析、是否存在組織缺陷,表面脫碳是否符合要求,(金相顯微鏡);
5、鋼材冷變形性能的驗(yàn)收(冷頂鍛試驗(yàn))。
二、退火
退火是將金屬緩慢加熱到一定溫度,保持足夠時(shí)間,然后以適宜速度冷卻(通常是緩慢冷卻,有時(shí)是控制冷卻)的一種金屬熱處理工藝。目的是使經(jīng)過鑄造、鍛軋、焊接或切削加工的材料或工件軟化,改善塑性和韌性,使化學(xué)成分均勻化,去除殘余應(yīng)力,或得到預(yù)期的物理性能。退火工藝隨目的之不同而有多種,如重結(jié)晶退火、等溫退火、均勻化退火、球化退火、去除應(yīng)力退火、再結(jié)晶退火,以及穩(wěn)定化退火、磁場退火等等。
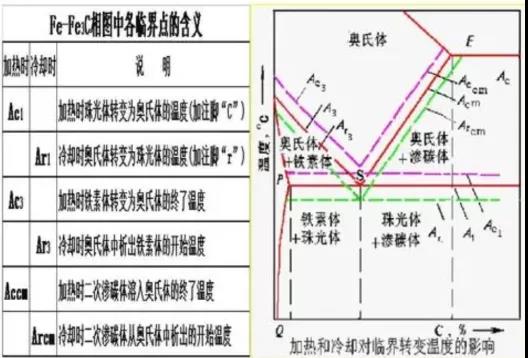
球化退火是為了使鋼中碳化物球狀化而進(jìn)行的退火。主要目的就是產(chǎn)生球化組織,球化組織是鋼具有最佳塑性和最低硬度的一種組織,將鋼加熱到Ac1以上20~30℃,保溫一段時(shí)間,然后緩慢冷卻,得到在鐵素體基體上均勻分布的球狀或顆粒狀碳化物的組織。

(退火爐)
Ac1 是鋼材加熱時(shí)珠光體向奧氏體轉(zhuǎn)變開始的溫度,相關(guān)知識(shí)參考鐵碳平衡相圖。球化退火后需要檢驗(yàn)球化組織與脫碳層,確認(rèn)球化效果。硬度必須符合工藝要求和企業(yè)標(biāo)準(zhǔn),不允許增碳層,球化級別要達(dá)到4~6級。
三、酸洗、磷化及皂化
設(shè)備:酸洗池,水洗池、磷化池,皂化池。
(模擬酸洗線)

(磷化池、清水池、皂化池)
酸洗:將整個(gè)盤元分別浸入常溫、濃度為20-25%的三個(gè)鹽酸槽數(shù)分鐘,目的是除去線材表面的氧化膜、銹漬。酸洗關(guān)鍵控制點(diǎn)是鹽酸濃度、濃度和酸洗時(shí)間。
磷化:即用化學(xué)方法是鋼毛坯表面形成一種磷酸鹽薄膜的處理。薄膜厚度一般為10-15微米,摩擦系數(shù)在0.05左右。目的是在金屬表面形成一層磷酸鹽薄膜,以減少線材抽線以及冷鐓或成形等加工過程中,對工模具的擦傷,起到潤滑作用。同時(shí)一定的也有防銹作用。關(guān)鍵控制點(diǎn)是總酸度、酸比(總酸/游離酸)、實(shí)時(shí)監(jiān)控和磷化溫度。
皂化:利用硬質(zhì)酸鈉或者肥皂作為潤滑劑,使磷化層中的磷酸鹽發(fā)生化學(xué)反應(yīng)生成硬脂酸鋅的潤滑處理方法。 目的是提供潤滑作用。關(guān)鍵控制點(diǎn):油脂份、游離酸度、實(shí)時(shí)監(jiān)控和皂化溫度。
水洗:清除線材表面的鹽酸腐蝕產(chǎn)物,目的是防止酸液帶入下一池中。 關(guān)鍵控制點(diǎn)是pH值、實(shí)時(shí)監(jiān)控、保證溢流和高壓水槍內(nèi)外噴淋。
表面處理結(jié)束后檢驗(yàn)表面狀況:磷化膜合格、無擦傷、劃痕和氧化皮。
四、拉絲
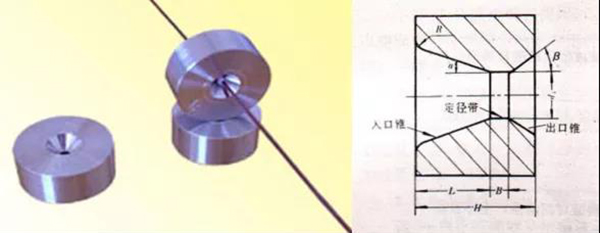
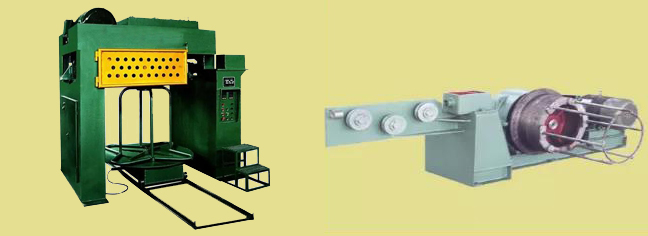
設(shè)備:拉絲機(jī),拉絲模。
拉絲的目的:為冷鐓生產(chǎn)提供相應(yīng)規(guī)格的線材。
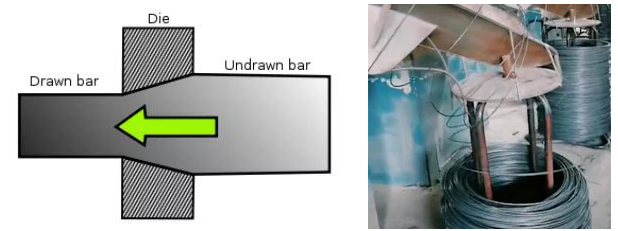
拉絲:線坯在一定的拉力作用下,通過模孔發(fā)生塑性變形,使截面減小、長度增加的一種壓力加工方法。
(拉絲示意圖)
(拉絲模具)
(立式拉絲機(jī)、臥式拉絲機(jī))
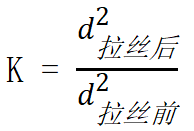
拉絲關(guān)鍵控制點(diǎn):抽絲速度、抽絲縮徑比:
拉絲直徑檢驗(yàn):確認(rèn)實(shí)測線徑在公差范圍內(nèi),確認(rèn)實(shí)測不圓度在公差范圍內(nèi)。
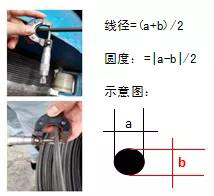
拉絲表面檢驗(yàn): 確認(rèn)裂紋、刻痕、夾傷和拉絲方向都在允許范圍之內(nèi)。




 咨詢微信客服
咨詢微信客服